|
|
| |
| |
|
|
| |
|
ОБЩАЯ ТЕОРИЯ ТРАНСФОРМАТОРА :
ТРАНСФОРМАТОР ЭЛЕКТРИЧЕСКИЙ,
статическое (не имеющее подвижных частей) устройство
для преобразования переменного напряжения по величине. В основе
действия Т. э. лежит явление индукции электромагнитной. Т.
э. состоит из одной первичной обмотки (ПО), одной или неск.
вторичных обмоток (ВО) и ферромагнитного сердечника (магнитопровода),
обычно замкнутой формы (см. рис.). Все обмотки расположены
на магнитопроводе и индуктивно связаны между собой (Индуктивность
взаимная). Иногда вторичной обмоткой служит часть ПО (или наоборот);
такие Т. э. наз. автотрансформаторами. Концы ПО (вход трансформатора)
подключают к источнику переменного напряжения, а концы ВО (его
выход) - к потребителям. Переменный ток в ПО приводит к появлению
в магнитопроводе переменного магнитного потока. В реальных
Т. э. часть магнитного потока замыкается вне магнитопровода, образуя
т. н. потоки рассеяния; однако в высококачеств. Т. э. потоки рассеяния
малы по сравнению с основным потоком (потоком в магнитопроводе).
Основной поток Ф0 создаёт
в ПО и ВО эдс е1 и е2 : e1 =
- w1dФ0/dt и е2 = -w2dФ0/dt,
где
w1 и w2 - числа витков в соответствующих
обмотках. Отношение е1/е2 = w1/w2=
k
наз. коэффициентом трансформации. Напряжения, токи и эдс в обмотках
(без учёта эдс, наводимых потоками рассеяния) связаны соотношениями:

где r1 и r2,
u1 и u2, i1 и i2 - активные
сопротивления обмоток, напряжения и токи в них. Если напряжение и1,
приложенное к ПО, синусоидальное, то магнитный поток Фо и эдс e1
и е2 будут также синусоидальными, поэтому при анализе
работы Т. э. удобно рассматривать действующие значения эдс E1и
Е2, напряжений U1 и U2 и
токов I1 и I2. В случае режима холостого
хода (ВО разомкнута), пренебрегая активным сопротивлением в ПО и
учитывая, что I2 = 0, имеем U1 + E1
= 0 и U2 = = Е2, т. е. (без учёта знака)

Осн. магнитный поток в режиме холостого
хода создаётся относительно малым намагничивающим током (током холостого
хода I0) в ПО. Если Т. э. нагружен (ВО подключена к нагрузке
и по ней протекает ток), магнитодвижущая сила ВО (произведение
I2w2) компенсируется соответствующим увеличением
магнитодвижущей силы ПО (I1w1 -I0w1)
и
величина осн. магнитного потока остаётся практически такой же, как и в
режиме холостого хода (т. е. сохраняется условие U1 +
Е1
= 0). Отсюда, пренебрегая током холостого хода, имеем: I1w1
= I2w2.
Т. э. был впервые использован
в 1876 П. Н. Яблочковым в цепях электрич. освещения. В 1890
М. О. Доливо-Доброволъский разработал трёхфазный Т. э. Дальнейшее
развитие Т. э. заключалось в совершенствовании их конструкции, увеличении
мощности и кпд, улучшении изоляции обмоток. В наст. время (сер.
70-х гг. 20 в.) существует мн. типов Т. э., получивших распространение
в различных областях техники.
Осн. вид Т. э.- силовые трансформаторы,
среди к-рых наиболее представит. группу составляют двухобмоточные силовые
Т. э., устанавливаемые на линиях электропередачи (ЛЭП). Такие
Т. э. повышают напряжение тока, вырабатываемого генераторами электростанций,
с 10-15 кв до 220-750 кв, что позволяет передавать электроэнергию
по воздушным ЛЭП на неск. тыс. км. В местах потребления электроэнергии
при помощи силовых Т. э. высокое напряжение преобразуют в низкое (220 в,
380 в и др.). Многократное преобразование электроэнергии требует
большого кол-ва силовых Т. э., поэтому их суммарная мощность в энергосистеме
в неск. раз превышает мощность источников и потребителей энергии. Мощные
силовые Т. э. имеют кпд 98-99%. Их обмотки изготовляют, как правило, из
меди, магнитопроводы - из листов холоднокатаной электротехнич. стали толщиной
0,5-0,35 мм, имеющей высокую магнитную проницаемость и малые потери
на гистерезис и вихревые токи.
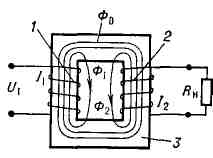
Схема простейшего электрического трансформатора:
1 и 2 - первичная и вторичная обмотки соответственно с числом витков
w1и w2; 3 - сердечник; Ф0
- основной магнитный поток; Ф1 и Ф2 - потоки
рассеяния; I1 и I2 - токи в первичной
и вторичной обмотках; U1 - напряжение на первичной
обмотке; RH - сопротивление нагрузки.
Магнитопровод и обмотки силового
Т. э. обычно помещают в бак, заполненный минеральным маслом, к-рое
используется для изоляции и охлаждения обмоток. Такие Т. э. (масляные)
обычно устанавливают на открытом воздухе, что требует улучшенной
изоляции выводов и герметичности бака. Т. э. без масляного охлаждения
наз. сухими. Для лучшего отвода тепла Т. э. снабжают трубчатым радиатором,
омываемым воздухом (в ряде случаев - водой). В грозоупорных
трансформаторах применяют обмотки, конструкция к-рых устраняет
появление опасных напряжений на изоляции. Иногда два или более Т.
э. включают последовательно ( Каскадный трансформатор).
В ряде случаев используют трансформаторы с регулированием
под нагрузкой. Среди сухих силовых Т. э. обширный класс составляют
трансформаторы малой мощности с большим числом вторичных обмоток
(многообмоточные); их часто применяют в радиотехнич. устройствах
и системах автоматики.
Помимо силовых, существуют Т.
э. различных типов, предназначенные для измерения больших напряжений
и токов ( Измерительный трансформатор, Трансформатор напряжения,
Трансформатор тока), снижения уровня помех проводной
связи ( Отсасывающий трансформатор), преобразования напряжения
синусоидальной формы в импульсное (Пик-трансформатор), преобразования
импульсов тока и напряжения (Импульсный трансформатор), выделения
переменной составляющей тока, разделения электрич. цепей на гальванически
не связанные между собой части, их согласования и т. д. Радиочастотные
Т. э. служат для преобразования напряжения ВЧ; их изготовляют с
магнитопроводом из магнитодиэлектрика либо без магнитопровода; в
радиопередатчиках мощность таких Т. э. достигает неск. сотен квт.
B.C. Хвостов.
|
| |
|
ИНФОРМАЦИЯ ПО ОБЩЕЙ ТЕОРИИ СТЕКЛА:
Технология С. Произ-во С. состоит
из след, процессов: подготовки сырьевых компонентов, получения шихты,
варки С., охлаждения стекломассы, формования изделий, их отжига
и обработки (термической, химической, механической). К гл. компонентам
относят стеклообразующие вещества (природные, напр. SiO2,
и искусственные, напр. Na2CO3), содержащие
основные (щелочные и щёлочноземельные) и кислотные окислы. Главный
компонент большинства промышленных С.- кремнезём (кремния двуокись),
содержание к-рого в С. составляет от 40 до 80% (по массе), а в кварцевых
и кварцоидных от 96 до 100%. В стекловарении обычно в качестве источника
кремнезёма используют кварцевые стекольные пески, которые в случае
необходимости обогащают. Сырьём, содержащим борный ангидрид, являются
борная кислота, бура и др. Глинозём вводится с полевыми шпатами,
нефелином и т. д.; щелочные окислы - с кальцинированной содой и
поташом; щёлочноземельные окислы - с мелом, доломитом и т. п. Вспомогат.
компоненты - соединения, придающие то или иное свойство, напр. окраску,
ускоряющие процесс варки и т. д. Напр., соединения марганца, кобальта,
хрома, никеля используются как красители, церия, неодима, празеодима,
мышьяка, сурьмы - как обесцвечиватели и окислители, фтора, фосфора,
олова, циркония - как глушители (вещества, вызывающие интенсивное
светорассеяние); в качестве осветлителей применяют хлорид натрия,
сульфат и нитрат аммония и др. Все компоненты перед варкой просеиваются,
сушатся, при необходимости измельчаются, смешиваются до полностью
однородной порошкообразной шихты, к-рая подаётся в стекловаренную
печь.
Процесс стекловарения условно разделяют
на несколько стадий: силикато-образование, стеклообразование, осветление,
гомогенизацию и охлаждение ("студку").
При нагревании шихты вначале испаряется
гигроскопическая и химически связанная вода. На стадии силикатообразования
происходит термическое разложение компонентов, реакции в твёрдой и жидкой
фазе с образованием силикатов, к-рые вначале представляют собой спекшийся
конгломерат, включающий и не вступившие в реакцию компоненты. По мере повышения
темп-ры отд. силикаты плавятся и, растворяясь друг в друге, образуют непрозрачный
расплав, содержащий значит, количество газов и частицы компонентов шихты.
Стадия силикатообразования завершается при 1100-1200 0C.
На стадии стсклообразова-н и я растворяются
остатки шихты и удаляется пена - расплав становится прозрачным; стадия
совмещается с конечным этапом силикатообразования и протекает при темп-ре
1150-1200 0C. Собственно стсклообразованием называют процесс
растворения остаточных зёрен кварца в силикатном расплаве, в результате
чего образуется относительно однородная стекломасса. В обычных силикатных
С. содержится ок. 25% кремнезёма, химически не связанного в силикаты (только
такое С. оказывается пригодным по своей хим. стойкости для практич. использования).
Стеклообразование протекает значительно медленнее, чем силикатообразование,
оно составляет ок. 90% от времени, затраченного на провар шихты и ок. 30%
от общей длительности стекловарения.
Обычная стекольная шихта содержит ок. 18%
химически связанных газов (CO2, SО2, O2 и др.). В
процессе провара шихты эти газы в основном удаляются, однако часть их остаётся
в стекломассе, образуя крупные и мелкие пузыри.
С о с т а в некоторых промышленных
стёкол
|
Стекло
|
Химический
состав, %
|
|
|
SiO2
|
B2O3
|
Al2O3
|
MgO
|
CaO
|
BaO
|
PbO
|
Na2O
|
K2O
|
Fe2O3
|
SO3
|
|
|
Оконное
|
71,8
|
-
|
2
|
4,1
|
6,7
|
-
|
-
|
14,8
|
-
|
0,1
|
0,5
|
|
|
Тарное
|
71,5
|
-
|
3,3
|
3,2
|
5,2
|
-
|
-
|
16
|
-
|
0,6
|
0,2
|
|
|
Посудное
|
74
|
-
|
0,5
|
-
|
7,45
|
-
|
-
|
16
|
2
|
0,05
|
-
|
|
|
Хрусталь
|
56,5
|
-
|
0,48
|
-
|
1
|
-
|
27
|
6
|
10
|
0,02
|
-
|
|
|
Химико-
лабораторное
|
68,4
|
2,7
|
3,9
|
-
|
8,5
|
-
|
-
|
9,4
|
7,1
|
-
|
-
|
|
|
Оптическое
|
41,4
|
-
|
-
|
-
|
-
|
-
|
53,2
|
-
|
5,4
|
-
|
-
|
|
|
Кварцоидное
|
96
|
3,5
|
-
|
-
|
-
|
-
|
-
|
0,5
|
-
|
-
|
-
|
|
|
Электроколбочное
|
71,9
|
-
|
-
|
3,5
|
5,5
|
2
|
-
|
16,1
|
1
|
-
|
-
|
|
|
Электровакуумное
|
66,9
|
20,3
|
3,5
|
-
|
-
|
-
|
-
|
3,9
|
5,4
|
-
|
-
|
|
|
Медицинское
|
73
|
4
|
4,5
|
1
|
7
|
-
|
-
|
8,5
|
2
|
-
|
-
|
|
|
Жаростойкое
|
57,6
|
-
|
25
|
8
|
7,4
|
-
|
-
|
-
|
2
|
-
|
-
|
|
|
Термостойкое
|
80,5
|
12
|
2
|
-
|
0,5
|
-
|
-
|
4
|
1
|
-
|
-
|
|
|
Термометрическое
|
57,1
|
10,1
|
20,6
|
4,6
|
7,6
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
Защитное
|
12
|
-
|
-
|
-
|
-
|
-
|
86
|
-
|
2
|
-
|
-
|
|
|
Радиационно-стойкое
|
48,2
|
4
|
0,65
|
-
|
0,15
|
29,5
|
-
|
1
|
7,5
|
-
|
-
|
|
|
Стеклянное
волокно
|
71
|
-
|
3
|
3
|
8
|
-
|
-
|
15
|
-
|
-
|
-
|
|
На стадии осветления при длит. выдержке
при темп-ре 1500-1600 °С уменьшается степень пересыщения стекломассы газами,
в результате чего пузырьки больших размеров поднимаются на поверхность
стекломассы, а малые растворяются в ней. Для ускорения осветления в шихту
вводят осветлители, снижающие поверхностное натяжение стекломассы; стекломасса
перемешивается спец. огнеупорными мешалками или через неё пропускают сжатый
воздух или др. газ.
Одновременно с осветлением идёт гомогенизация
- усреднение стекломассы по составу. Неоднородность стекломассы обычно
образуется в результате плохого перемешивания компонентов шихты, высокой
вязкости расплава, замедленности диффузионных процессов. Гомогенизации
способствуют выделяющиеся из стекломассы газовые пузыри, к-рые перемешивают
неоднородные микроучастки и облегчают взаимную диффузию, выравнивая концентрацию
расплава. Наиболее интенсивно гомогенизация осуществляется при механич.
перемешивании (наибольшее распространение эта операция получила в произ-ве
оптич. С.).
Последняя стадия стекловарения - охлаждение
стекломассы ("студка") до вязкости, необходимой для формования, что соответствует
темп-ре 700- 1000 0C. Гл. требование при "студке" - непрерывное
медленное снижение темп-ры без изменения состава и давления газовой среды;
при нарушении установившегося равновесия газов образуется т. н. вторичная
мошка (мелкие пузыри).
Процесс получения нек-рых С. отличается
специфическими особенностями. Напр., плавка оптического кварцевого С. в
электрических стекловаренных печах ведётся сначала в вакууме, а в конце
плавки - в атмосфере инертных газов под давлением. Произ-во каждого типа
С. определяется технологической нормалью.
Формование изделий из стекломассы осуществляется
механич. способом (прокаткой, прессованием, прессовыдуванием, выдуванием
и т. д.) на стеклоформующих машинах. После формования изделия
подвергают термич. обработке (отжигу).
В результате отжига (выдержки изделий при
темп-ре, близкой к темп-ре размягчения С.) и последующего медленного охлаждения
происходит релаксация напряжений, появляющихся в С. при быстром охлаждении.
В результате т. н. закалки в С. возникают остаточные напряжения, обеспечивающие
его повышенную механич. прочность, термостойкость и специфический (безопасный)
характер разрушения в сравнении с обычным С. (закалённые С. применяют для
остекления автомобилей, вагонов и т. п. целей).
|
|
|
|
|
СТЕКЛОВАРЕННАЯ ПЕЧЬ, предназначается
для варки стекла и его подготовки к формованию BCn шихта
(сырьевые компоненты) в процессе нагревания (обычно до 1500-1600
0C) проходит стадии силикатообразования, взаимного растворения
силикатов и остаточного кремнезема, осветления (обезгаживания),
а затем превращается в стекломассу, пригодную для формования изделий
К периодически м С п. относятся горшковые, а также небольшие ванные
печи Эти С п применяются для варки спец стекол оптического стекла,
цветного, светотехнического стекла, хрусталя и др , выработка к
рых производится в основном вр}чную. Горшковые С п обычно вмещают
6- 8 горшков (огнеупорные сосуды из шамота, каолина или кварца емкостью
от 100 до 1000 кг стекломассы), реже 12- 16 горшков (при
произ ве литого стекла) В процессе работы печь нагревают, в горшки
засыпают стеклянный бой и шихту, стекломассу варят до готовности,
затем стекло вырабатывают, и процесс возобновляется Горшковые С
п весьма неэкономичны (кпд OK 8%), но в них мож но одновременно
варить стекла разного состава, причем в горшках сравнительно легко
осуществить перемешивание и получить однородную стекломассу, необходимую
для изготовления оптического и др. стекла Более экономичны периодические
ванные С. п.. применяющиеся преим. для варки тугоплавких, цвегных
и др. стёкол.
В непрерывно действующих ванных С.
п. осуществляется варка массовых пром. стёкол (листовое стекло,
тарное и др.), вырабатываемых машинным способом (Стеклоформующая
машина). В таких С. п. стадии варки протекают в определ.
зонах при последующем перемещении расплава по длине печи. Варочная
часть печи объединяет зоны варки, осветления и гомогенизации, выработочная
- зоны "студки" и выработки. Конструкции ванных С. п. различаются
по направлению пламени (поперечное, подковообразное и др.), способу
выделения варочной и выработочной частей в стекольном расплаве (например,
плавающих шамотных тел) и способу разделения подсводного газового
пространства печи (снижение свода, экран и пр.). Например, для производства
листового стекла применяют непрерывно действующие ванные печи с
поперечным пламенем; длина бассейна до 60 м, ширина 10 м,
глуб. до 1,5 м, бассейн вмещает до 2,5 тыс. т стекломассы.
Производительность непрерывных ванных С. п. до 300 т/сут и
более стекломассы. Бассейны ванных печей сооружаются из огнеупоров.
H. M. Павлушкин.
1
2 3
4
|
| |
| |
|
|
| |
| |
|
|
| |
| |
|
|
| |
| |
|
|
| |
| |
|
|
| |
| |
|
|
| |
| |
|
|
| |
| |
|
|
| |
|
|
|
|
| |
| |
|
|
| |
| |
|
|
| |
| |
|
|
| |
| |
|
|
| |
| |
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
